
Elettroerosione
L’elettroerosione nota anche come EDM (Electric Discharge Machining), rappresenta un’importante tecnologia ampiamente utilizzata nell’industria meccanica. Con questa tecnica si asporta il materiale impiegando la capacità erosiva delle scariche elettriche.
Cenni generali sul funzionamento dell’elettroerosione.
Elenchiamo innanzitutto quelle che sono le principali caratteristiche del metodo di elettroerosione:
Pezzo da lavorare immerso in un fluido dielettrico
Elettrodo alimentato con polarità positiva
Pezzo alimentato con polarità negativa
L’elettrodo e il pezzo non sono mai a contatto (distanza:circa 25 µm)
Residui della lavorazione: gas e sfere metalliche (tipo polvere metallica)
Pezzo da lavorare immerso in un fluido dielettrico
Elettrodo alimentato con polarità positiva
Pezzo alimentato con polarità negativa
L’elettrodo e il pezzo non sono mai a contatto (distanza:circa 25 µm)
Residui della lavorazione: gas e sfere metalliche (tipo polvere metallica)
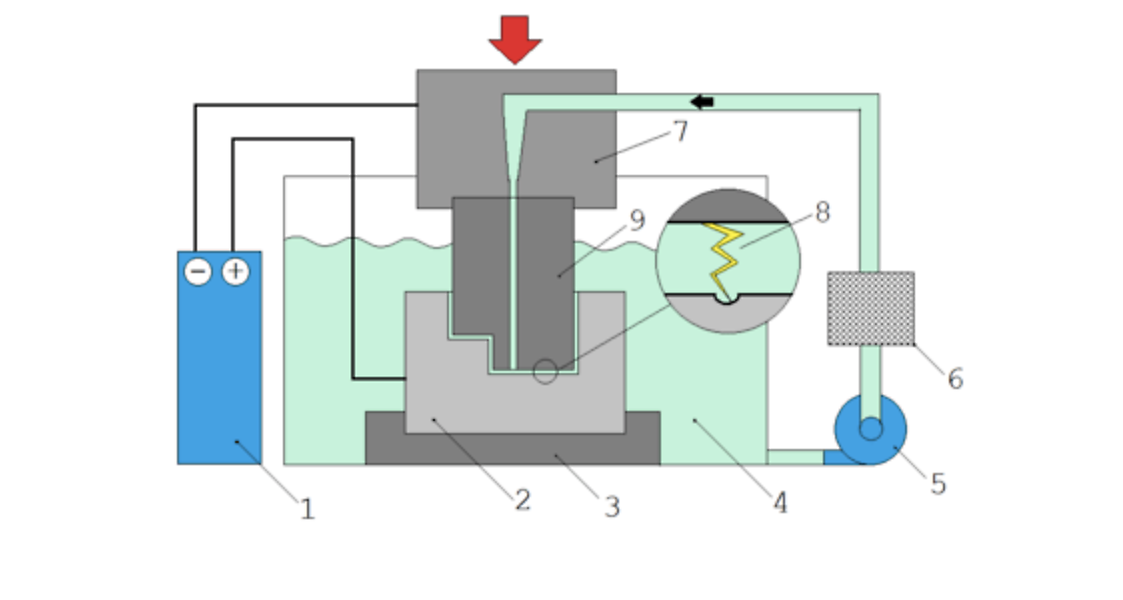
EDM A TUFFO
1. Generatore di scariche 2. Pezzo(+) 3. Portapezzo 4. Fluido dielettrico 5. Pompa 6. Filtro 7. Portautensile (-) 8. Scarica 9. Utensile
Le fasi dell’elettroerosione
Il raggiungimento di una data tensione e conseguente liberazione di elettroni dal catodo urto degli elettroni con atomi e molecole del fluido e creazione di ioni positivi e negativi (effetto a catena) il fluido viene completamente ionizzato e si trasforma in un conduttore lasciando passare la corrente il fluido si trova allo stato di plasma che determina la fusione e la vaporizzazione di alcune zone (sia del pezzo che dell’utensile) dopo la scarica la tensione scende fino ad annullarsi (condensatori scarichi) i condensatori ricominciano ad accumulare energia fino a quando non si raggiunge una tensione tale da innescare nuovamente il processoElettroerosione a tuffo
La lavorazione per elettroerosione a tuffo in inglese “sinking” si pone come obiettivo quello di lavorare il pezzo facendogli assumere una forma complementare a quella dell’elettrodo. Questa procedura implica la realizzazione di un elettrodo di forma negativa (solitamente un maschio) rispetto alla forma desiderata che si vuole ottenere nella lavorazione.Elettroerosione a filo
In inglese wire, mediante questa lavorazione un filo conduttore teso è usato come elettrodo per tagliare e profilare il pezzo da lavorare.Il Processo Elettroerosivo
Questo metodo utilizza l’effetto di erosione del metallo che si ottiene grazie ad innumerevoli scariche elettriche generate tra l’elettrodo pezzo da lavorare e l’elettrodo utensile. Le scariche partono una dopo l’altra, formando piccoli fori sulla superficie del pezzo in lavorazione. Le scariche protraendosi per lungo tempo formano una sequenza regolare di fori. In tale situazione verrà asportato del materiale dalla superficie del pezzo. In produzione tra i due elettrodi (utensile e pezzo da lavorare) vi è una piccolissima intercapedine ricolma di uno speciale liquido dielettrico, il cui livello è mantenuto costante mediante un sistema automatico di regolazione.Elettroerosione vs metodi tradizionali di asportazione
Il metodo di asportazione per elettroerosione rispetto ai metodi di asportazione consueti (tornitura,fresatura) presenta diversi vantaggi: qui di seguito ne riportiamo alcuni:- nessuno sforzo meccanico è esercitato sul pezzo: eliminazione di complessi sistemi di bloccaggio
- nessun vincolo legato all'usura disuguale delle frese garantendo una buona precisione delle quote indipendentemente dal numero di pezzi da eseguire
- si può lavorare qualsiasi materiale metallico (nessun vincolo rispetto alla sua durezza)
- possiamo creare qualsiasi figura geometrica o volumetrica
- ottime tolleranze di lavorazione ( ±µm)
- elevata autonomia delle macchine senza intervento dell’operatore
Tra gli svantaggi rispetto ai metodi tradizionali di asportazione tramite l’utilizzo di macchine utensili a CNC come torni e frese troviamo:
- produttività inferiore
- elevata usura relativa dell’utensile(5/10% del materiale asportato)
- le superfici prodotte presentano sempre un certo grado di rugosità.
Macchinari e massima capacità
Elettroerosione a Tuffo: 700 x 500 x h 500 mmElettroerosione a Filo: 1000 x 700 x h 400 mm

